尺寸与外观也要经专用量具逐件核对,避免有微裂纹、夹杂或表面缺陷的材料进入加工线。合格材料标记入库,贴附可追溯标签,存放在受控环境中,防潮、防锈、温湿度稳定,防止氧化与污染。材料履历在MES系统中自动更新,形成完整的供应链可追溯链路,确保每一个齿轮部件都能回溯到原材料的来源与批次信息。
在这里,工艺员会依据工艺规程(WPS)与工艺数据库设定切削参数,刀具寿命、冷却液循环、排屑系统形成稳定的工作环境。定期对关键部位进行在线测量,利用三坐标测量机(CMM)和激光测距仪进行初验,确保定位孔与齿轮轮廓的公差在允许范围内。现场的机器人协作与人工组装共同推进,传送带把加工件从一道工序送往下一道工序,数据自动回传到MES,形成初步工艺履历。
场景中色彩斑斓的机床光与高性能切削液的气味交织成一种专业的节奏,像是在演奏一部关于精度与稳定性的乐章。经过这段序曲,零件的几何形状与尺寸控制进入稳定阶段,预示着后续热处理和精加工的高阶挑战将要开启。
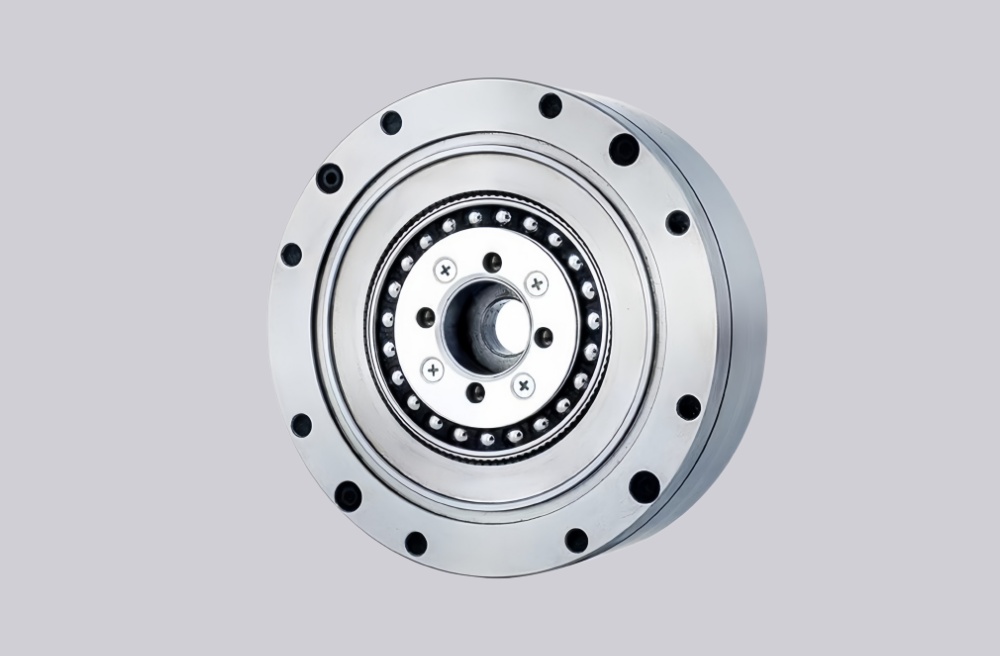
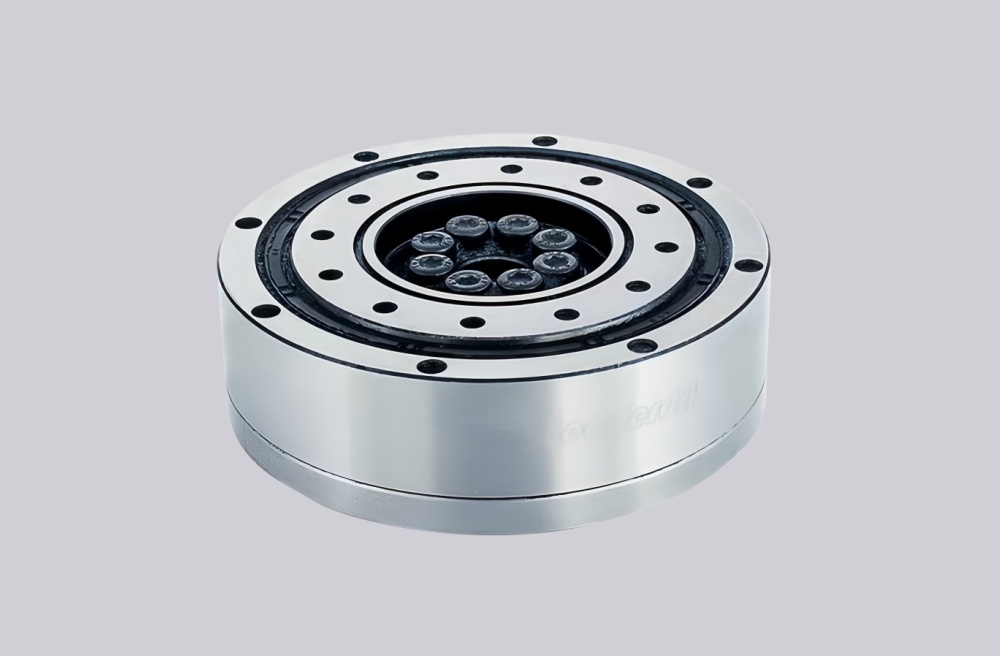
齿轮加工往往在高刚性机床上完成,装夹稳定性、刀具几何、冷却液温度等因素共同决定最终的齿面粗糙度与啮合精度。表面处理方面,铬镍镀、氮化、涂层等工艺被按需应用,以提高耐腐蚀性和承载能力。组装阶段强调高对中、高精密的装配工艺,采用同心度、跳动、同轴度等关键指标控制,避免啮合间隙异常。
组装完成的部件进入初步功能测试区,执行静态载荷、扭矩、热稳态与润滑系统的初步检验,确保基本可用性。
6S现场管理与看板系统确保作业环境整洁、安全与高效。全面的质量数据通过MES、ERP和质量管理模块互联互通,形成可追溯的数字档案。出厂前的最终测试包含扭矩-负载测试、耐久性测试、振动与噪声测量、泄漏测试,以及综合性能评估,确保在极端工况下仍具备要求的寿命与稳定性。
在一些高端应用场景,企业还引入数字孪生与预测性维护,通过传感器数据对产线状态、工具磨损和设备健康进行实时分析,减少停机时间并提升产线可用性。通过条码/二维码/RFID等方式,零件在每个阶段都被精准标记并纳入追溯系统,供应商、加工工序、检验结果、试验数据等信息一一对应,便于快速溯源和故障诊断。
整条生产线在智能化与标准化之间渐进,既保留了手工经验的灵活性,又实现了数据驱动的高效控制。最终成品出厂时,质量证书、剩余材料记录、检验报告等随件附带,确保客户在使用环节也能追踪到严密的工艺与质控背景。这样的体系不仅提升了产品可靠性,也为企业在激烈的市场竞争中建立了可持续的核心竞争力。
美卡普减速机
电话微信:+86 158-5032-2957